
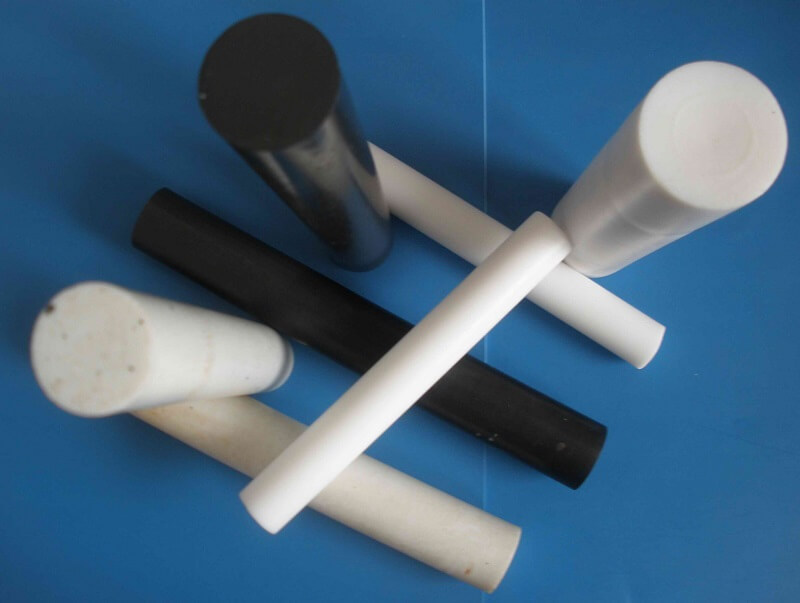
PTFE လှံကိုယ်နှိုက်သည် ကောင်းမွန်သောချေးခံနိုင်ရည်၊ အိုမင်းမှုမရှိ၊ တာရှည်ခံကာ ယုံကြည်စိတ်ချရသော တံဆိပ်ခတ်ခြင်းစွမ်းဆောင်ရည်၊အထူးကုသမှုခံယူပြီးနောက်၊ ၎င်းသည် ကောင်းစွာ စိမ့်ဝင်နိုင်ပြီး အအေးဓာတ်ကို ခံနိုင်ရည်ရှိသည်။PTFE လှံတံသည် ကျယ်ပြန့်သော အပူချိန်အကွာအဝေးတွင် ရှိနိုင်ပြီး၊ ရေရှည် ဘေးကင်းမှု၊ပျော့ပျောင်းပြီး ဖြတ်ရလွယ်ကူသည်၊ စက် သို့မဟုတ် လက်ဖြင့်ဖြတ်တောက်ခြင်း၊ တပ်ဆင်ရလွယ်ကူသည်။PTFE rod ပစ္စည်းပြုလုပ်ခြင်း၏ လုပ်ငန်းစဉ်မှာ အောက်ပါအတိုင်းဖြစ်သည်။
ဟိPTFE လှံတံသူ့ကိုယ်သူ ကောင်းမွန်သော သံချေးတက်ခြင်း၊ အိုမင်းရင့်ရော်ခြင်း မရှိခြင်း၊ တာရှည်ခံခြင်း၊အထူးကုသမှုခံယူပြီးနောက်၊ ၎င်းသည် ကောင်းစွာ စိမ့်ဝင်နိုင်ပြီး အအေးဓာတ်ကို ခံနိုင်ရည်ရှိသည်။PTFE လှံတံသည် ကျယ်ပြန့်သော အပူချိန်အကွာအဝေးတွင်ရှိနိုင်ပြီး၊ အသုံးပြုရန်၊ ရေရှည်ဘေးကင်းမှု၊ ပျော့ပြောင်းပြီး ဖြတ်ရလွယ်ကူသည်၊ စက်ပိုင်းဆိုင်ရာ သို့မဟုတ် လက်စွဲဖြတ်တောက်ခြင်းမှတစ်ဆင့် တပ်ဆင်ရလွယ်ကူသည်။PTFE rod ပစ္စည်းပြုလုပ်ခြင်း၏ လုပ်ငန်းစဉ်မှာ အောက်ပါအတိုင်းဖြစ်သည်။
1. မှိုပြင်ဆင်မှု- အယ်လ်ကိုဟောဖြင့် သန့်စင်ပါ၊ သံချေးမတက်ဘဲ မှိုတွင် တွယ်ဆက်မှုမရှိပါ။
2. ကုန်ကြမ်းပြင်ဆင်မှု- သန့်စင်သော F4 ထုတ်ကုန်များ၊ F4 ဒဏ်ငွေအစေး၊ ကြေမွသော၊ ဆန်ခါများ။
3. ပုံသေနည်း G=PV အရ (G သည် feed ပမာဏဖြစ်ပြီး P သည် preform ၏ သိပ်သည်းဆ (2.18g/cm3) နှင့် V သည် ထုတ်ကုန်ပမာဏ) ဖြစ်သည်။
4. ပုံသွင်းခြင်းနှင့် ချုံ့ခြင်း- တစ်ပိုင်းကုန်ချောထုတ်ကုန်ကို မှိုထဲမှထုတ်ကာ မျက်နှာပြင်ကို ချောမွေ့ပြီး အနားသပ်သပ်ရပ်စေရန် ၎င်း၏မျက်နှာပြင်ကို ချုံ့ပါ။
5.Preforming (နှိပ်ခြင်း) : ပုံသေနည်းအရ စာနယ်ဇင်းများ၏ gauge pressure ကို တွက်ချက်ပြီး စာနယ်ဇင်း၏ gauge pressure ကို သတ်မှတ်ပါ။
6. အစာကျွေးခြင်း- F4 အစေးကို ဖိထားသော မျက်နှာပြင်တစ်ခုလုံးကို အညီအမျှ ဖြန့်ပေးပါ။
7. Sintering : တစ်ပိုင်းကုန်ချောကို မီးဖိုထဲသို့ဖြည်းညင်းစွာထည့်ကာ သင့်လျော်သောပမာဏတစ်ခုတွင်ထည့်ကာ တစ်နာရီ 390 ဒီဂရီခန့်အထိအပူပေးပြီးနောက် တစ်နာရီကြာနွေးထားပါ။လေးနာရီခန့်ကြာပြီးနောက်တွင် အပူချိန်သည် စတင်အေးလာမည်ဖြစ်သည်။လေးနာရီခန့်ကြာပြီးနောက်၊ ၎င်းသည် အခန်းအပူချိန်သို့ရောက်ရှိပြီး ကုန်ချောထုတ်ကုန်သို့ ဆက်လက်ရောက်ရှိမည်ဖြစ်သည်။မီးဖိုထဲက နောက်ဆုံးပုံစံ ပြီးသွားပါပြီ။
စာတိုက်အချိန်- သြဂုတ်-၀၄-၂၀၂၀